


閉じる
閉じる



技術情報

RCセグメントは、道路や鉄道・下水道設備など、巨大地下空間を支える極めて堅牢な構造体です。地下空間の巨大な圧力を数十年以上にわたり支えるためには、高強度と高精度が必要とされるため、施工現場に合わせた最適な設計と厳選した原材料を使用します。厳密な工程管理のもと、直径2mから15mを超える製品においても、高精度なRCセグメントを製造しています。
| 1)設計 | RCセグメントは、トンネルの仕様に応じた強度とサイズで設計されます。鉄筋の配置や口径、曲率などを綿密に計算。精密な型枠の設計と、鉄筋と金具の配置を精密に設計します。トンネルの施工線形や使用箇所に合わせた、1リング毎の設計を行います。 |
|---|---|
| 2)原材料・部材受入検査 | 製造に当たっては、セグメントの設計に最適な原材料と部材を使用します。原材料や各種部材は、設計時の仕様に合致しているかを、納品時に厳正な検査を行います。製造ラインの稼動前に試験製造を行い、受入ロット毎にミルシートによる品質管理を行っています。 |
| 3)型枠組立 | [剛性に優れた型枠組立] RCセグメントでもっとも大切なのは精度です。一つ一つ堅固で高精度を持つ鋼製の専用の型枠は、それぞれのサイズに応じて設計・製造され、RCセグメント製造時に精密に組み立てられます。  |
| 4)鉄筋の設置 | [型枠への鉄筋かごの設置] 離型剤を塗布した型枠には、セグメントに必要な強度計算された鉄筋かごを設置。各種継手(金物)を取り付け、専用のスペーサーを使うことにより、十分なコンクリートかぶり量を確保します。  |
| 5)継手金物取付 | [継手金物の取付] 型枠内に取付られる継手金物は、それぞれのRCセグメントごとに品目と数量が管理されています。型枠に鉄筋かごが設置された後に型枠内の所定の位置に、専用の固定治具で継手金物を設置します。 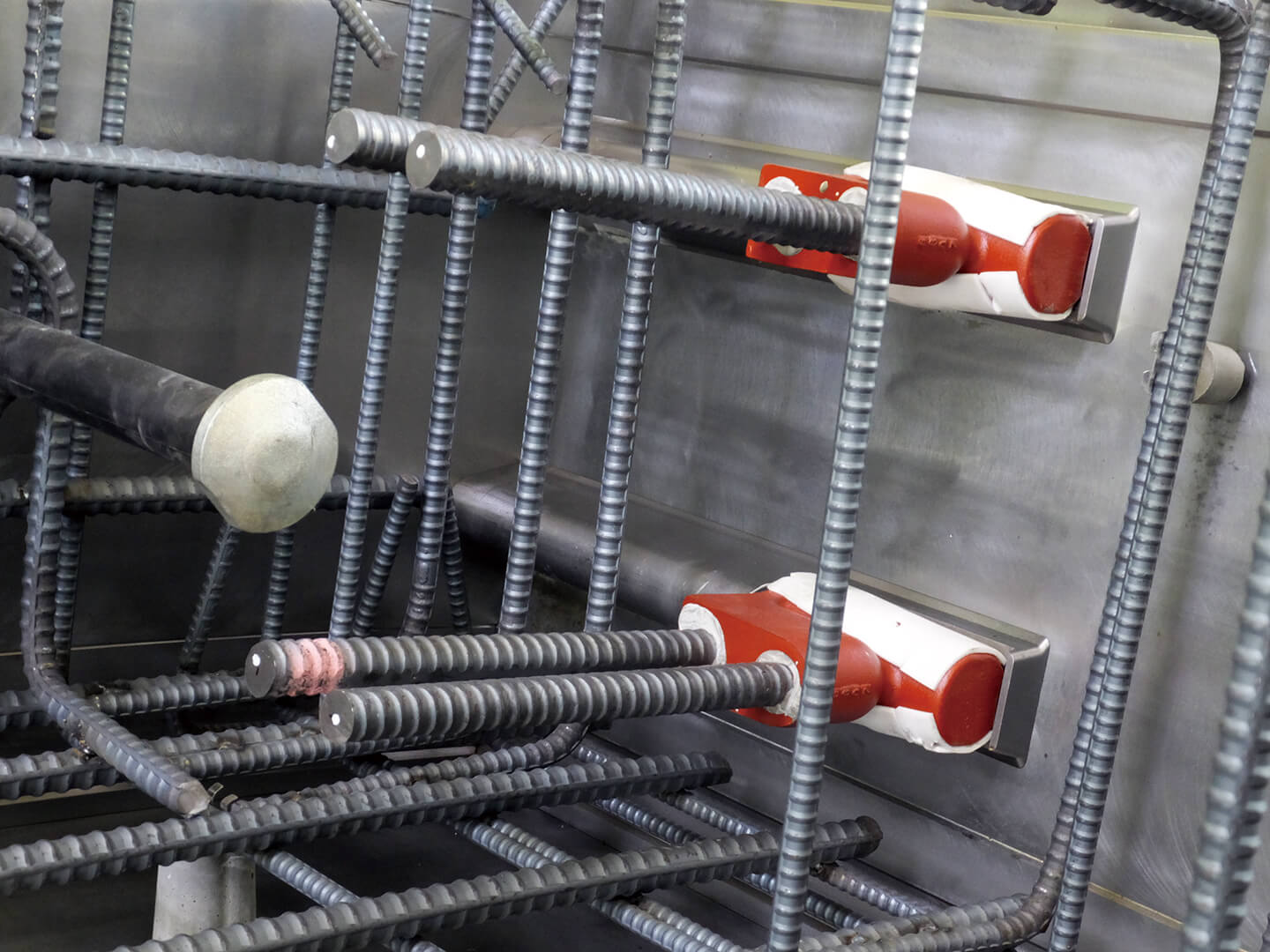 |
| 6)打設前検査 | 鉄筋と金具の配置を終えた型枠は、選任の検査員によってコンクリート打設前検査を実施します。金具の配置や数量、スペーサーによって鉄筋に適切なかぶり量が確保されているか専用治具を使用して厳正に検査。合格した型枠だけが打設される仕組みです。 |
| 7)コンクリート材料受入・練り混ぜ | [良質な生コンクリートの製造] 使用する生コンクリートは、工場内の専用プラント(2基)で造られたフレッシュなものを使用。セメントはもちろん、厳密に管理された骨材や混和材を使用し、常に最適な強度を持つ生コンクリートを製造します。  |
| 8)フレッシュコンクリート試験 | RCセグメントの製造開始時には、フレッシュコンクリートの製造試験を毎日実施します。日々の気温や湿度に応じて、設計強度が確保されているかを確認するため、プラントから試料を採取。スランプ量や空気含有量など、コンクリートの品質を均一に保ちます。 |
| 9)圧縮強度および曲げ靭性試験 | 設計どおりの強度が確保されているかを確認するために、実際に製造したRCセグメントをサンプルとして採取し、躯体の圧縮強度と接続金具の曲げ靱性の破壊試験を行います。セグメントの外側から圧力をかけ、設計強度が確保されているかを確認します。 |
| 10)コンクリート投入・締固め | [型枠へのコンクリート打設] プラントで製造された生コンクリートは、熟練の打設技術者によって型枠に打設します。型枠細部にまで隙間なく行きわたらせるため、中小口径のセグメントには棒状のバイブレーターを使用します。大口径のセグメントには、型枠全体を振動させてコンクリートを充填するバイブレーターを併用し、確実に締め固めを行います。  |
| 11)仕上げ | [精度を高める仕上げ工程] コンクリート打設後、硬化が始まる前にRCセグメントの表面の仕上げを行います。熟練工の手による設計精度を確保する重要な作業です。  |
| 12)湿潤養生 | RCセグメントの製造時には、打設したコンクリートの硬化反応が内部にまで均等に行われるように型枠全体をシートで覆い、蒸気を注入する湿潤養生を行います。気温や湿度に係わらず、安定した硬化反応を促進し、均一な仕上がり強度を確保する製法です。 |
| 13)脱型 | [型枠からの脱型] コンクリートの打設後、硬化したRCセグメントは型枠から取り出されます。型枠を開放して1つ1つ取り出されたRCセグメントは、最終工程へとクレーンとフォークリフトを使って移動します。  |
| 14)目視検査 | 型枠から取り出されたRCセグメントは、空洞やジャンカの確認や金具の位置と数、割れや欠けがないかを調べる目視検査を行います。強度に影響のない硬化時のひびや荒れなど、微修正が必要な箇所を確認し、製品の品質・美観の向上を行うための重要な工程です。 |
| 15)寸法検査 | 仕上げ工程を終えたRCセグメントは、千人の検査員によって専用のノギスや計測治具を使用した寸法検査を行います。直径15mを超えるセグメントでも製造誤差は4mm以下。施工現場でスムーズな組み立てが行えるように製品の精度を徹底的に検査します。 |
| 16)性能検査 | 完成したRCセグメントは、サンプル用のリングを採取し、実際に試験的に組み立てる検査を行います。接続部の隙間や組み立て精度、各ピースの接続強度や誤差などを徹底的に検査し、設計仕様に合致しているかを確認する最終的な検査を行います。 |
| 17)ラップ養生 | [ラップ掛け工程] 検査員による最終検査を完了したRCセグメントは、出荷されるまでラップを掛けて保管。弊社独自のTZKラップ養生は、設計強度が実現するまでの水分量を維持し十分な水和反応が得られる独自のシステムです。  |
| 18)保管および出荷 | [ストックヤードに保管] 製造されたRCセグメントは、柔軟な出荷に対応できるストックヤードに保管されます。ラップを掛けられた状態なので、酸性雨や経年劣化から保護されるとともに一定の水分量を保ったまま出荷を待ちます。  |
